측정실, 생산 라인, 생산 제품 및 개발에서의 품질 관리를 위한 고퀄리티 측정.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








광범위한 응용 분야를 위한 혁:
- • 신적인 계측
- • 길이와 직경
- •형태와 위치
- • 기어와 샤프트
액체 및 페이스트의 정밀 혼합과 계량
- • 기어 계량 펌프
- • 화이버 생산을 위한 펌프
- • 믹스 디스펜서 기계 및 혼합 헤드
백래시 없는 선형 및 회전 이동을 위한 로터리 스트로크 베어링:
- • 기계식 엔지니어링
- • 정밀 엔지니어링
- • Optik
- • 전자 부품
- • 및 기타 여러 산업








국제적으로 사업을 운영하는 회사로서 Mahr는 독일 뿐 아닌 전세계에서 특허를 보유하고 있습니다.

적절한 샤프트 측정 장치 선택

Der Trend zu immer kleineren Merkmalen und immer engeren Toleranzen dauert an. Damit einhergehend steigt die Nachfrage nach Wellenmessgeräten, die leicht zu programmieren sind, effiziente und hochgenaue Messungen liefern und ein breites Spektrum an Teilen messen können. Mit ihnen können Anwender rotationssymmetrische Werkstücke direkt in der Fertigung messen und so eine optimale Qualitätskontrolle bei laufender Produktion sicherstellen. Um Wellen zu messen, können Anwender heutzutage zwischen drei Technologien wählen: optisch, taktil oder eine Kombination aus beidem.
Wellen und andere rotationssymmetrische Teile sind allgegenwärtig in fast jedem mechanischen System. Tatsächlich hängt der größte Teil aller weltweit ausgeführten maschinellen Bearbeitungen damit zusammen, Wellen oder mit ihnen verbundene Bauteile herzustellen. Wellen beinhalten eine Vielzahl anderer Elemente mit Schlüsselfunktionen wie Keile, Kegel, Rillen, Gewinde, Nocken und Zahnräder. Diese wiederum müssen exakten Dimensionen entsprechen, damit sie innerhalb der mechanischen Systeme zuverlässig funktionieren.
Verschiedene Merkmale – gleicher Anspruch an Genauigkeit
In der Vergangenheit nutzten Anwender spezielle Handmessgeräte wie Messschieber, Messschrauben, Rachenlehren oder eine Anreißplatte, um eine typische Welle zu messen. Allerdings lassen sich viele der Durchmesser, Längen, Winkel, Nutbreiten, Abrundungsdurchmesser oder Fasen von Wellen wesentlich präziser mit modernen Systemen bis hin zu High-End-Koordinatenmessmaschinen (CMMs) messen. Wachsende Genauigkeitsanforderungen und sinkende Taktzeiten bringen zusätzlichen Bedarf an hochpräzisen Messungen direkt in der Fertigung mit sich. Gleichzeitig kommen Wellen oft in sicherheits- und leistungskritischen Anwendungen zum Einsatz, so dass die Gewährleistung von Präzision, Qualität und Zuverlässigkeit oberste Priorität hat.

Drei Technologien mit unterschiedlichen Vorteilen
Anwender können heutzutage zwischen drei Technologien wählen, um Wellen zu messen:
- optisch
- taktil
- eine Kombination aus optisch und taktil.
Optische Systeme sind aufgrund ihrer Flexibilität und Geschwindigkeit weit verbreitet. Allerdings können optische Systeme nur das messen, was sie auch sehen. Insofern ist unter Umständen eine zusätzliche taktile Messung erforderlich. Dabei stehen mehrere Optionen zur Auswahl, die sich im Hinblick auf Messfähigkeit und Komplexität voneinander unterscheiden. In letzter Zeit gewinnen deshalb Kombinationssysteme zunehmend an Beliebtheit: Sie verknüpfen die Schnelligkeit eines optischen Systems mit einem taktilen Taster, der Merkmale messen kann, welche optische Taster nicht erfassen. Durch geschicktes Kombinieren des richtigen optischen Systems mit dem passenden taktilen Tasters können Anwender ein Höchstmaß an Präzision und Flexibilität erzielen.
Optische Wellenmesstechnik
Der Markt bietet ein breites Spektrum an hochentwickelten, vollständig automatisierten optischen Wellenmesssystemen, die rotationssymmetrische Werkstücke effizient und präzise prüfen. Diese Systeme ermöglichen die sekundenschnelle und hochgenaue Messung zahlreicher Merkmale sowohl im Labor als auch in der rauen Produktionsumgebung — ohne jeglichen Bedienereinfluss auf die Messergebnisse. Dabei arbeiten optische Wellenmesssysteme mit zwei unterschiedlichen Verfahren: mit Zeilenkamera oder mit Matrixkamera.
Die Zeilenkamera erzeugt mit der sogenannten Line-Scan-Technologie Bilder der Werkstückabmessungen, die je eine einzige Pixelzeile enthalten. Während sich das Objekt vor der Kamera vorbei bewegt, wird das Bild Zeile für Zeile rekonstruiert. Zeilensensoren sind manchmal leicht in Bezug auf die Werkstückachse geneigt, um Maße wie Kanten und Schultern besser messen zu können. Werkstück- und Merkmal-Durchmesser sind als eine Reihe miteinander verbundener Punkte oder auch Pixel dargestellt. Die letztendliche Messung erfolgt mittels eines berechneten Abbildes des Werkstückes. Allerdings sind sehr kleine Merkmale aufgrund der geringeren Auflösung zwischen den einzelnen Zeilen schwieriger zu messen.
Hochauflösende Matrixkameras bieten eine moderne und exakte Alternative. Früher wurden die sogenannten Matrix-Array-Messungen aufgrund der größeren anfallenden Datenmenge als etwas langsamere Alternative zur Zeilenmessung angesehen. Durch technologische Weiterentwicklung einschließlich kürzerer Verarbeitungszeiten und spezieller Programme zur Messungsoptimierung konnte diese Lücke jedoch geschlossen werden.
Heute sind die Vorteile der Matrixkamera gegenüber der Zeilenkamera
- höhere Auflösung und damit genauere und stabile Messungen
- Messung deutlich kleinerer Merkmale
- Auswerten selbst kleinster Details dank Zoom-Funktionen.
Taktile Wellenmesstechnik
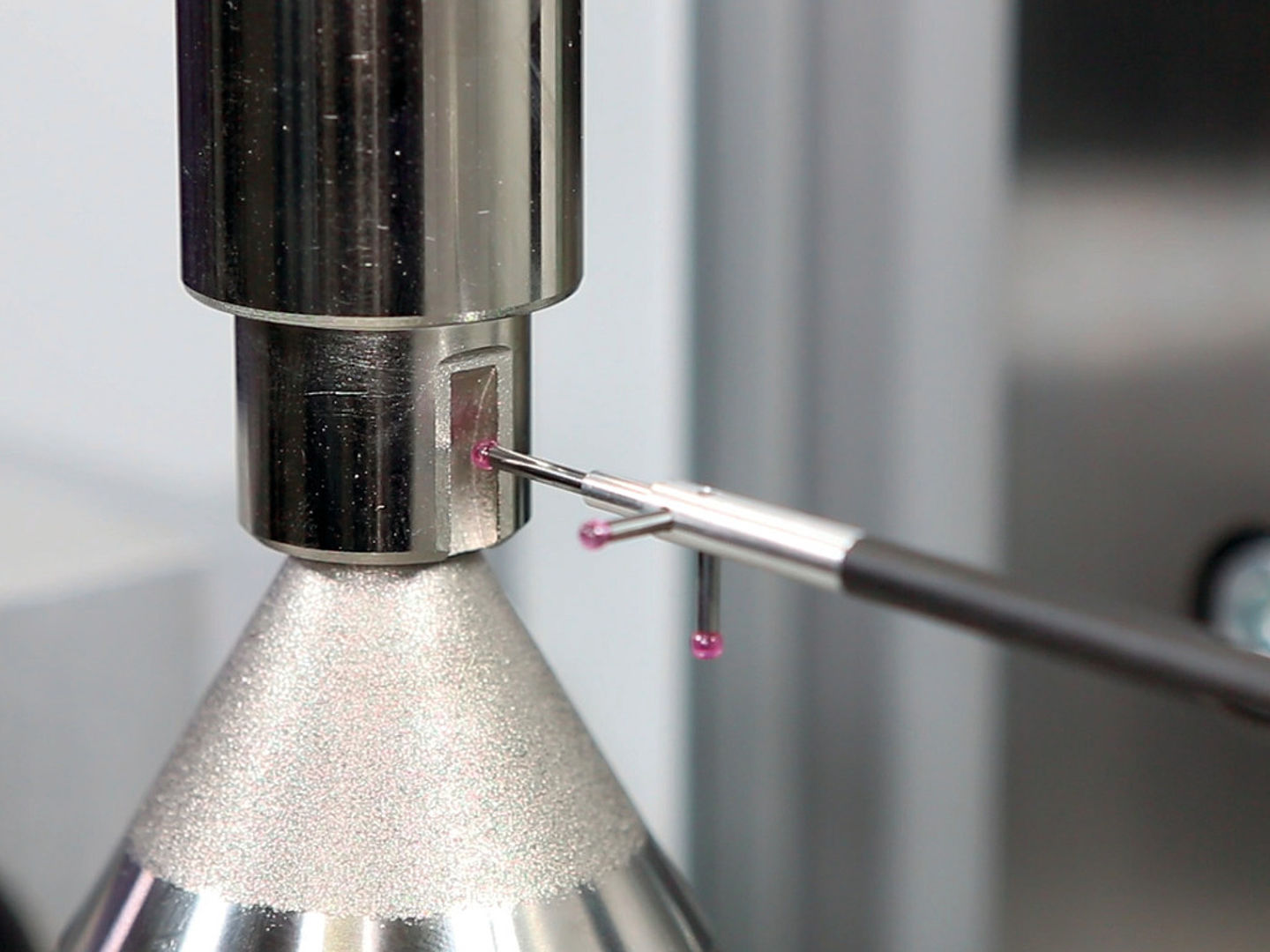
Trotz ihrer zahlreichen Vorzüge kann die optische Messtechnik aber immer nur das erfassen, was von außen sichtbar ist: Der Messvorgang umfasst üblicherweise die Hintergrundbeleuchtung des Werkstücks, um ein Umrissbild für die Messung zu erhalten. Dieser Umriss bildet viele, gerade sehr detaillierte Elemente jedoch nicht ab. So können auf der Welle beispielsweise Passfedernuten oder Bohrungen vorhanden sein, die als Bezug für die Position anderer Merkmale dienen. Eine Passfedernut ist im Umriss nicht sichtbar, ist aber von entscheidender Bedeutung für die Wellenfunktion und muss daher gemessen werden. Deshalb ist abhängig vom jeweiligen Merkmal die Messung mit taktilen Tastern zu bevorzugen, die es in unterschiedlicher Komplexität gibt als induktive Taster und 2D-Taster.
Induktive Taster sind leistungsfähiger als z. B. schaltende oder scannende 3D-Taster. Induktive Taster messen nicht einfach einzelne Punkte. Vielmehr verfahren die beweglichen Achsen des Messsystems mit ihnen auf der zu prüfenden Oberfläche, wobei die induktiven Taster kontinuierlich Datenpunkte erfassen. Weil induktive Taster nur in eine Richtung empfindlich sind, verfügen die Messsysteme über zusätzliche Bewegungsachsen, um den Taster so auszurichten, dass er in einer Richtung orthogonal (rechtwinkelig zur Oberfläche) zu jeder beliebigen Oberfläche der Welle messen kann.
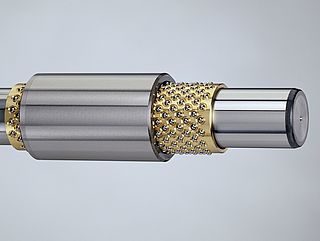
Als weitere Klasse taktiler Taster gibt es die 2D-Systeme. Auch diese werden über die Oberfläche bewegt, um kontinuierlich Messpunkte aufzunehmen. Der Hauptunterschied besteht darin, dass diese in allen Richtungen einer 2D-Ebene gleichzeitig messen können, was sie für die Messung weit komplexerer Oberflächen qualifiziert. So sind etwa Zahnräder häufig Bestandteile von z. B. Getriebewellen. Die Verwendung eines 2D-Messtastersystems erlaubt es, die komplexe Geometrie der Zahnradprofile exakt zu messen.

Kombination aus optisch und taktil
Bei noch komplexeren Merkmalen kann eine Kombination aus optischer und taktiler Messung die Methode der Wahl sein. Die korrekte Messung beispielsweise eines Evolventenprofils erfordert das gleichzeitige Abtasten mit zwei beweglichen Achsen des Wellensystems und einem taktilen 2D-Messtastersystem, das in der Lage ist, jederzeit Abweichungen orthogonal, also rechtwinkelig zur Oberfläche, zu messen. Diese Lösung weist entscheidende Vorteile auf: Sie ermöglicht die schnelle Komplettvermessung einer Welle mit vielen verschiedenen Merkmalen, z. B.
- optisch: Durchmesser, Längen, Radien, Fasen
- taktil: eine typische Stirnradverzahnung
in nur fünf bis zehn Minuten, je nach Anzahl der auf dem Zahnrad geprüften Zähne.
Lesen Sie mehr zu den Wellenmessgeräten von Mahr.
Mehr zu unserer neuen Zylinder-Koordinatenmessmaschine Mar4D PLQ können Sie auf unserer Website nachlesen.