Wysokiej jakości technika pomiarowa do kontroli jakości w hali pomiarowej, produkcji, przy dostawach towarów i rozwoju
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innowacyjna technika pomiarowa dla szerokiego zakresu zastosowań:
- • Długość i średnica
- • Powierzchnia i kontur
- • Kształt i położenie
- • Zęby kół zębatych i wały

Precyzyjne mieszanie i dozowanie płynów i past:
- • Pompy zębate dozujące
- • Pompy do produkcji włókien
- • Maszyny mieszająco-dozujące oraz głowice mieszające

Prowadnice z łożyskami kulkowymi do bezluzowych ruchów liniowych i obrotowych w:
- • Budowa maszyn
- • Inżynieria precyzyjna
- • Optyka
- • Elektronika
- • i wielu innych branżach







As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.

Wybierz odpowiednie urządzenie do pomiaru wału

Tendencja do stosowania coraz mniejszych elementów i coraz ciaśniejszych tolerancji trwa. Towarzyszy temu rosnące zapotrzebowanie na enkodery obrotowe, które są łatwe do programowania, zapewniają wydajne i bardzo dokładne pomiary oraz mogą mierzyć szeroki zakres części. Dzięki nim użytkownicy mogą dokonywać pomiarów symetrycznych elementów obrotowych bezpośrednio na hali produkcyjnej, zapewniając optymalną kontrolę jakości w trakcie produkcji. Obecnie użytkownicy mogą wybrać jedną z trzech technologii pomiaru wałków: optyczną, dotykową lub połączenie obu.
Wały i inne symetryczne obrotowo części są wszechobecne w prawie każdym układzie mechanicznym. W rzeczywistości większość wszystkich rodzajów obróbki skrawaniem na świecie jest związana z produkcją wałów lub elementów z nimi związanych. W skład wałów wchodzi wiele innych elementów pełniących kluczowe funkcje, takich jak wpusty, stożki, rowki, gwinty, krzywki i koła zębate. Te z kolei muszą odpowiadać dokładnym wymiarom, aby mogły niezawodnie funkcjonować w systemach mechanicznych.
Różne cechy - te same wymagania dotyczące dokładności
W przeszłości do pomiaru typowego wału użytkownicy używali specjalnych ręcznych przyrządów pomiarowych, takich jak suwmiarki, mikrometry, szczelinomierze lub płytki traserskie. Jednak wiele średnic, długości, kątów, szerokości rowków, średnic zaokrągleń i faz wałów można mierzyć znacznie dokładniej za pomocą nowoczesnych systemów, aż po wysokiej klasy współrzędnościowe maszyny pomiarowe (CMM). Rosnące wymagania dotyczące dokładności i skracające się czasy cykli powodują dodatkowe zapotrzebowanie na wysoce precyzyjne pomiary bezpośrednio w produkcji. Jednocześnie wały są często stosowane w aplikacjach o krytycznym znaczeniu dla bezpieczeństwa i wydajności, dlatego zapewnienie precyzji, jakości i niezawodności ma najwyższy priorytet.

Trzy technologie o różnych zaletach
Obecnie użytkownicy mogą wybrać jedną z trzech technologii pomiaru fal:
- optyczny
- dotykowy
- połączenie funkcji optycznych i dotykowych.
Systemy optyczne są powszechnie stosowane ze względu na ich elastyczność i szybkość. Systemy optyczne mogą jednak mierzyć tylko to, co widzą. W związku z tym może być konieczne wykonanie dodatkowego pomiaru dotykowego. Do wyboru jest kilka opcji, które różnią się od siebie pod względem możliwości pomiarowych i złożoności. Dlatego też ostatnio coraz większą popularnością cieszą się systemy kombinowane: łączą one szybkość systemu optycznego z sondą dotykową, która może mierzyć cechy, których nie wykrywają sondy optyczne. Dzięki umiejętnemu połączeniu odpowiedniego systemu optycznego z właściwą sondą dotykową użytkownicy mogą osiągnąć maksymalną precyzję i elastyczność.
Optyczny pomiar wału
Rynek oferuje szeroką gamę zaawansowanych, w pełni zautomatyzowanych optycznych systemów pomiaru wałków, które wydajnie i precyzyjnie kontrolują obrotowo symetryczne elementy obrabiane. Systemy te umożliwiają bardzo dokładne pomiary wielu cech w ciągu kilku sekund, zarówno w laboratorium, jak i w trudnych warunkach produkcyjnych - bez wpływu operatora na wyniki pomiarów. Optyczne systemy pomiaru wałków działają w oparciu o dwie różne metody: z kamerą skanowania liniowego lub z kamerą matrycową.
Kamera skanowania liniowego wykorzystuje tzw. technologię skanowania liniowego do generowania obrazów wymiarów przedmiotu obrabianego, z których każdy zawiera pojedynczą linię pikseli. W miarę jak obiekt przesuwa się przed kamerą, obraz jest rekonstruowany linia po linii. Czujniki liniowe są czasami lekko nachylone względem osi przedmiotu obrabianego, aby lepiej mierzyć wymiary, takie jak krawędzie i ramiona. Średnice obrabianego przedmiotu i elementu są przedstawiane jako seria połączonych ze sobą punktów lub pikseli. Ostateczny pomiar jest wykonywany na podstawie obliczonego obrazu przedmiotu obrabianego. Jednak bardzo małe cechy są trudniejsze do zmierzenia ze względu na mniejszą rozdzielczość między poszczególnymi liniami.
Kamery matrycowe o wysokiej rozdzielczości stanowią nowoczesną i dokładną alternatywę. Wcześniej tak zwane pomiary macierzowe były uważane za nieco wolniejszą alternatywę dla pomiarów liniowych ze względu na większą ilość danych. Jednak postęp technologiczny, w tym krótsze czasy przetwarzania i specjalne programy do optymalizacji pomiarów, pozwoliły wypełnić tę lukę.
Obecnie przewaga kamery matrycowej nad kamerą ze skanowaniem liniowym jest następująca
- wyższa rozdzielczość, a tym samym dokładniejsze i stabilniejsze pomiary
- Pomiar znacznie mniejszych elementów
- Ocena nawet najmniejszych szczegółów dzięki funkcji zoom.
Metrologia wałka dotykowego
Pomimo wielu zalet, metrologia optyczna może jednak uchwycić tylko to, co jest widoczne z zewnątrz: proces pomiarowy wymaga zazwyczaj podświetlenia przedmiotu obrabianego, aby uzyskać obraz konturowy do pomiaru. Zarys ten nie przedstawia jednak wielu elementów, zwłaszcza tych bardzo szczegółowych. Na przykład na wale mogą znajdować się rowki wpustowe lub otwory, które służą jako punkt odniesienia dla położenia innych elementów. Rowek wpustowy nie jest widoczny na rysunku, ale ma kluczowe znaczenie dla funkcji wału i dlatego musi być zmierzony. Dlatego też, w zależności od danej cechy, preferuje się pomiary z użyciem sond dotykowych, które są dostępne w różnych wersjach, jako sondy indukcyjne i sondy 2D.
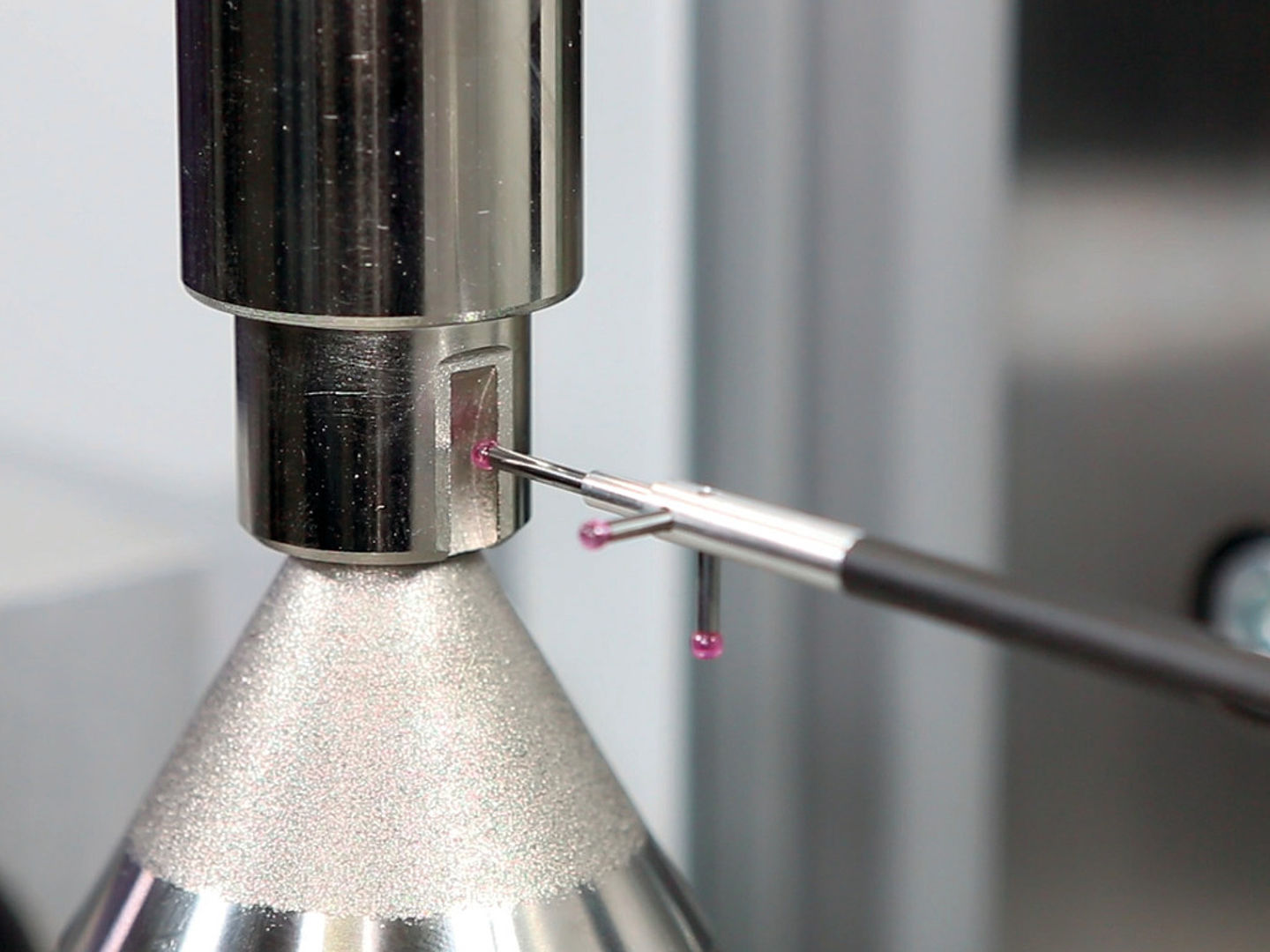
Sondyindukcyjne mają większe możliwości niż, na przykład, wyzwalające lub skanujące sondy 3D. Sondy indukcyjne nie tylko mierzą poszczególne punkty. Ruchome osie systemu pomiarowego przemieszczają się po kontrolowanej powierzchni, a sondy indukcyjne w sposób ciągły zbierają punkty danych. Ponieważ sondy indukcyjne są czułe tylko w jednym kierunku, systemy pomiarowe mają dodatkowe osie ruchu, aby ustawić sondę tak, aby mogła mierzyć w kierunku ortogonalnym (prostopadłym do powierzchni) do dowolnej powierzchni na wale.
Inną klasą sond dotykowych jest system 2D. Są one również przesuwane nad powierzchnią w celu ciągłego pobierania punktów pomiarowych. Główna różnica polega na tym, że mogą one mierzyć jednocześnie we wszystkich kierunkach płaszczyzny 2D, co kwalifikuje je do pomiarów znacznie bardziej złożonych powierzchni. Na przykład, koła zębate są często elementami wałów przekładni. Zastosowanie systemu sond 2D umożliwia dokładny pomiar złożonej geometrii profili kół zębatych.

Połączenie funkcji optycznych i dotykowych
W przypadku jeszcze bardziej skomplikowanych cech charakterystycznych metodą wyboru może być połączenie pomiaru optycznego i dotykowego. Prawidłowy pomiar, na przykład, profilu ewolwentowego wymaga jednoczesnego skanowania z dwiema ruchomymi osiami układu wałów oraz systemu sondy dotykowej 2D, który jest w stanie mierzyć odchylenia ortogonalnie, tzn. pod kątem prostym do powierzchni, przez cały czas. Rozwiązanie to ma decydujące zalety: umożliwia szybki, kompletny pomiar wału o wielu różnych cechach, np.
- optyczny: średnice, długości, promienie, fazowanie
- dotykowy: typowe uzębienie przekładni zębatej czołowej
w ciągu zaledwie pięciu do dziesięciu minut, w zależności od liczby zębów kontrolowanego koła zębatego.
Przeczytaj więcej o maszynach pomiarowych do wałków firmy Mahr.
Przeczytaj więcej o naszej nowej współrzędnościowej maszynie pomiarowej Mar4D PLQ na naszej stronie internetowej.