Hochwertige Messtechnik für die Qualitätskontrolle in Messraum, Produktion, Wareneingang oder Entwicklung.
Zahnradpumpen & Misch- und Dosiermaschinen mit höchster Genauigkeit für die Verarbeitung von Flüssigkeiten und Pasten.
Hochgenaue Kugelführungen für spielfreie Hub- und Drehbewegungen beim Einsatz im Maschinen- und Vorrichtungsbau.








Innovative Messtechnik für vielfältige Anwendungen:
- • Länge und Durchmesser
- • Oberfläche und Kontur
- • Form und Lage
- • Verzahnung und Wellen

Präzises Mischen und Dosieren von Flüssigkeiten und Pasten:
- • Zahnraddosierpumpen
- • Pumpen zur Faserherstellung
- • Misch- und Dosiermaschinen sowie Mischköpfe

Kugelführungen für spielfreie Linear- und Drehbewegungen in:
- • Maschinenbau
- • Feinwerktechnik
- • Optik
- • Elektronik
- • und vielen weiteren Branchen








Als international tätiges Unternehmen hält Mahr seine Patente nicht nur in Deutschland, sondern weltweit.

Oberflächenmessung: Wahl des richtigen Filters

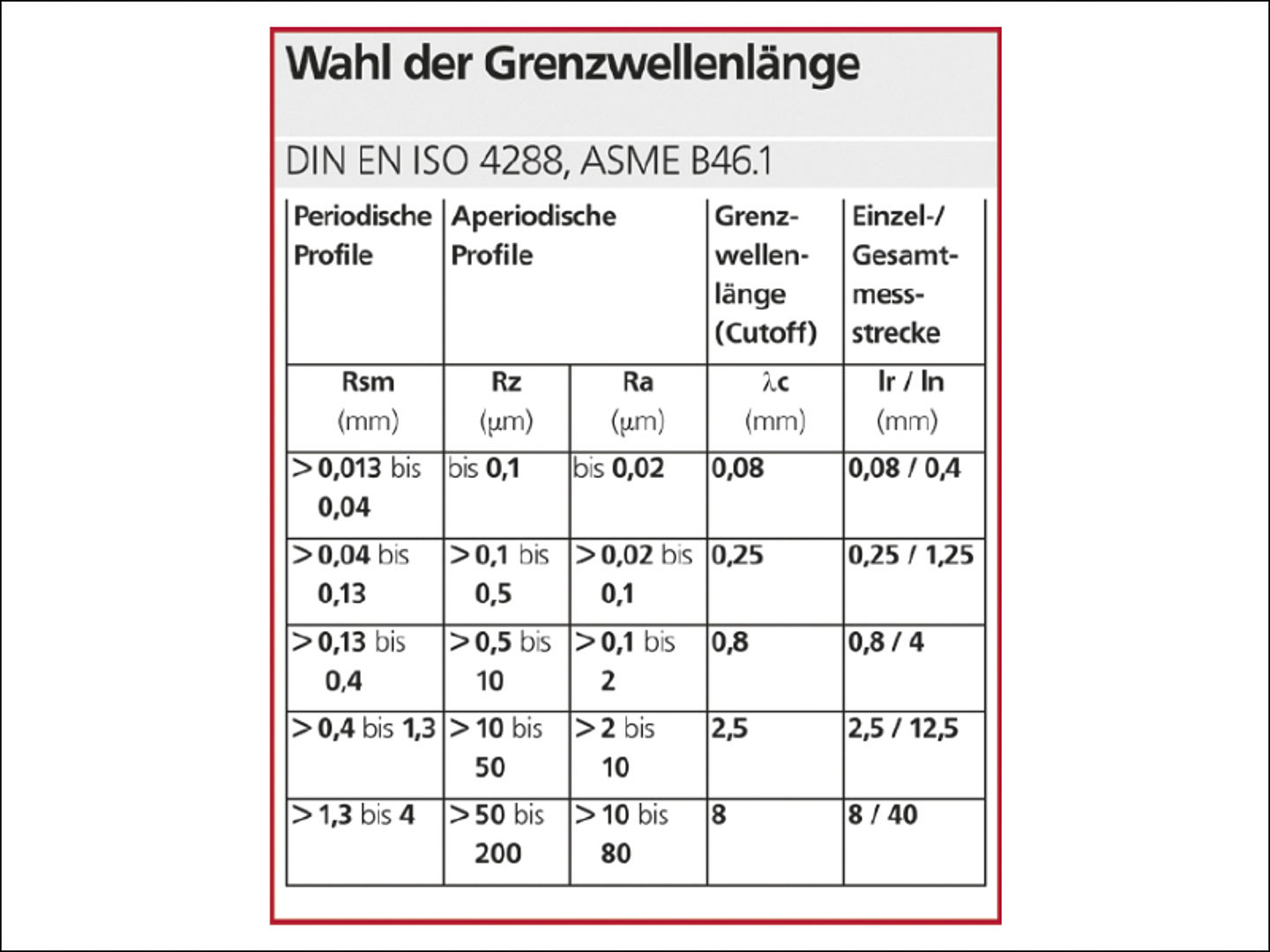
Folgendes Vorgehen wird empfohlen:
- Probemessung mit λc = 0,8 mm zum Bestimmen der Kenngrößen RSm, Rz und Ra
- Begutachtung des Profils
- Bei klar erkennbar periodischem Profil: Wahl der Grenzwellenlänge nach der Kenngröße RSm aus oben abgebildeter Tabelle
- Sonst: Wahl der Grenzwellenlänge λc nach Rz und/oder Ra
Führt schon die Wahl von λc = 0,8 zu einem positiven Ergebnis, so muss noch geprüft werden, ob nicht auch der nächst kleinere λc-Wert mit den Normvorgaben konform ist: Für eine normgerechte Filtereinstellung ist stets der kleinstmögliche λc-Wert zu wählen, der mit den Tabellenwerten nach ISO 4288 übereinstimmt.
Grenzwellenlänge λc
Falls die Vor- und Nachlaufstrecken auch jeweils die Länge der Grenzwellenlänge λc haben, so hat die Taststrecke einer Rauheitsmessung insgesamt eine Länge von 7 Grenzwellenlängen. Diese Eigenschaft ist jedoch gerätespezifisch: Es gibt Oberflächenmessgeräte, wie das MarSurf PS 10, bei denen die Rauheits-Taststrecke nur 6 Grenzwellenlängen beträgt. Dann nämlich, wenn Vor- und Nachlauf jeweils nur eine halbe Grenzwellenlänge betragen. Diese Abhängigkeit der Taststrecke vom Messgerät steht nicht im Widerspruch zur Norm, da die Norm nur die Länge der Messstrecke, nicht jedoch die Länge der Taststrecke, festlegt.
Empfehlungen zur Wahl der Grenzwellenlänge λc
- Sichtprüfung und/oder Nagelprobe – Prüffläche sauber, periodisch oder aperiodisch?
- Automatische Wahl von λc, falls möglich – sonst: λc-Wahl nach Sichtprüfung, Erfahrung oder Toleranzvorgabe
- Ggf. Korrektur von λc gemäß ISO-Tabelle
- Wiederholung der Messung mit nächstkürzerem λc-Wert – wichtig insbesondere bei Toleranzüberschreitungen!
Genaue Vorgaben für eine normgerechte Wahl der Grenzwellenlänge λc für periodische und aperiodische Oberflächenprofile finden sich in der Norm ISO 4288.
Bedeutung der Kenngrößen
Spätestens mit Erscheinen der DIN EN ISO 4287 sind sehr viele zusätzliche Oberflächenkenngrößen verfügbar. Die verschiedenen Kenngrößen haben aber auch in der Praxis eine stark unterschiedliche Bedeutung erlangt. Darunter
sind auch Kenngrößen, die eher selten angewendet werden oder keine internationale Verbreitung erfahren haben.
Bedeutung der gebräuchlichsten Kenngrößen
Mittlere Rautiefe Rz
Die mittlere Rautiefe Rz ist das arithmetische Mittel der Einzelrautiefen: Die Summe der Rzi–Werte wird durch die Anzahl der gemessenen Einzelmessstrecken Ir geteilt. Wie Rmax ist auch Rz ein Maß für die Ausprägung der Oberflächenrauheit senkrecht zur Prüffläche. Rz hängt aber weniger als Rmax von einzelnen Profilmerkmalen ab: Bei Wiederholmessungen streuen Rz-Werte weniger als Rmax-Werte.
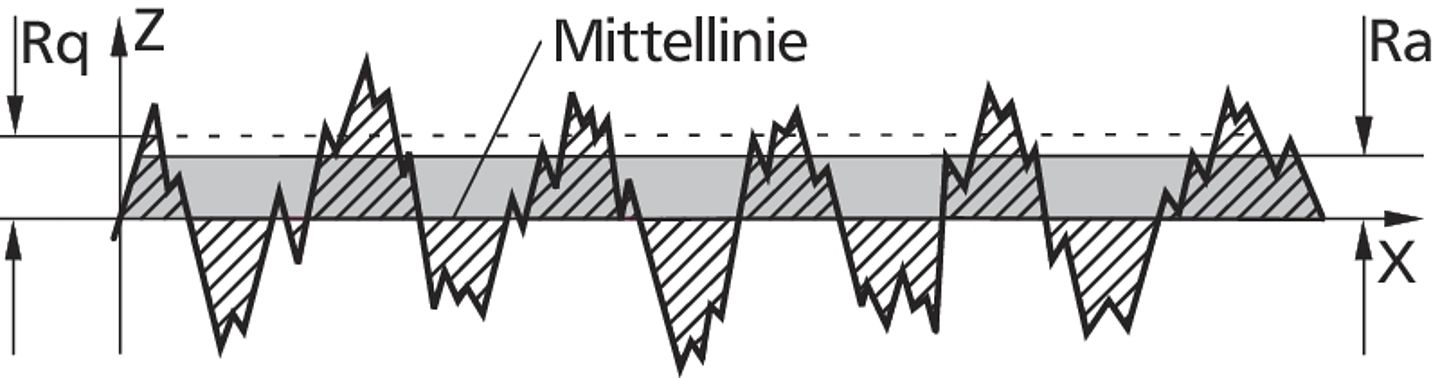
Mittenrauwerte Ra, Rq
Der arithmetische Mittenrauwert Ra ist der arithmetische Mittelwert der Beträge aller Profilwerte des Rauheitsprofils. Ra ist die weltweit wohl am häufigsten angewendete Rauheitskenngröße. Sie ist einfach zu messen, bei Wiederholmessungen gut zu reproduzieren, macht aber so gut wie keine Aussage über die Ausprägung einzelner Profilmerkmale. Sie eignet sich zur Beurteilung der Funktion von Werkstückflächen daher nur in Kombination mit anderen, hier beschriebenen Oberflächen-Kenngrößen.
Maximale Rautiefe Rmax
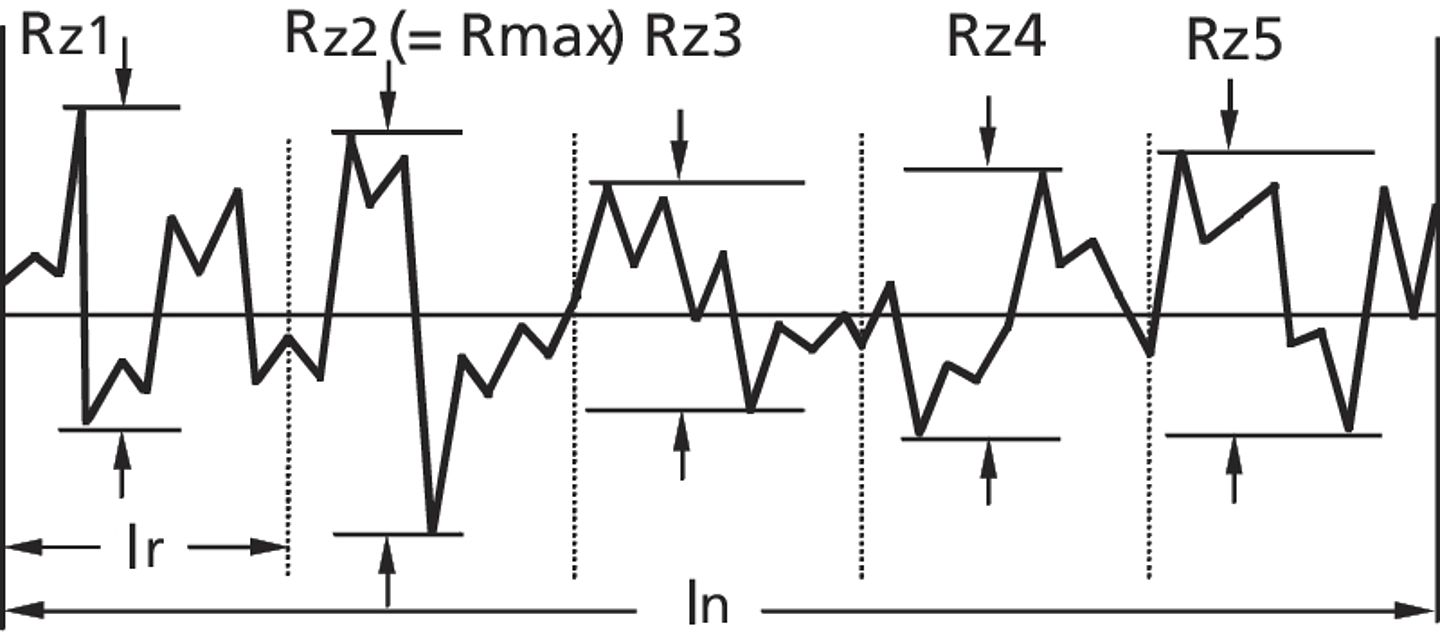
Die Einzelrautiefe Rzi ist die Summe aus der Höhe der größten Profilspitze und der Tiefe des tiefsten Profiltals des Rauheitsprofils R innerhalb einer Einzelmessstrecke lr. Die maximale Rautiefe Rmax ist die größte Einzelrautiefe
innerhalb der Gesamtmessstrecke. Rmax ist ein Maß für die Ausprägung der Oberflächenrauheit senkrecht zur Prüffläche. Von allen in der Praxis angewendeten Senkrechtkenngrößen zur Beurteilung der Rauheit hängt sie am stärksten von einzelnen Profilmerkmalen ab (Merkmal = Profilspitze oder Profiltal, bzw. Ausreißer). Sie darf dazu verwendet werden – ebenso wie die mittlere Rautiefe Rz – die heute nicht mehr angewendete Rautiefe Rt zu ersetzen.
Wichtiger Hinweis:
Die Kenngröße Rmax wird in ISO Normen nur in der allgemeinen Norm ISO 4288 erwähnt und als Rz1max bezeichnet. (Der deutsche Verband der Automobilindustrie VDA lehnt allerdings auch die Verwendung von Rz1max ab und empfiehlt weiterhin die Bezeichnung „Rmax“.)
Wie können wir Ihnen helfen? Finden Sie Ihren passenden Ansprechpartner.