측정실, 생산 라인, 생산 제품 및 개발에서의 품질 관리를 위한 고퀄리티 측정.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








광범위한 응용 분야를 위한 혁:
- • 신적인 계측
- • 길이와 직경
- •형태와 위치
- • 기어와 샤프트

액체 및 페이스트의 정밀 혼합과 계량
- • 기어 계량 펌프
- • 화이버 생산을 위한 펌프
- • 믹스 디스펜서 기계 및 혼합 헤드

백래시 없는 선형 및 회전 이동을 위한 로터리 스트로크 베어링:
- • 기계식 엔지니어링
- • 정밀 엔지니어링
- • Optik
- • 전자 부품
- • 및 기타 여러 산업







국제적으로 사업을 운영하는 회사로서 Mahr는 독일 뿐 아닌 전세계에서 특허를 보유하고 있습니다.

아이디어를 올바른 형태로 제공

MarSurf CM 전문가, 실험실 및 QS 시스템 3차원적으로 측정 및 분석할 수 있습니다. 비접촉, 재료 독립적이며 빠릅니다. 견고한 구조와 환경적 영향에 둔감한 특성 덕분에 MarSurf CM 전문가는 생산 환경에 이상적입니다. 추가 수동 Z 위치 지정, 넓은 X 및 Y 이송 범위 및 자동화 옵션 덕분에 사용이 매우 간편합니다.
공초점 측정 기술의 장점:
- 올바르고 재현 가능한 측정: 측정 데이터는 안정적이고 재현 가능하게 기록되며 최고의 원시 데이터 품질과 프로필 충실도를 보장합니다.
- 자유롭게 프로그래밍 가능한 측정 프로세스: 자동화된 측정 및 평가 프로세스(사용자 독립적인 원클릭 솔루션)를 통해 완전히 자동화된 데이터베이스 기반 팔레트 측정.
- 직관적인 처리: 모든 필수 측정 매개변수에 대한 자동 기능과 알려진 표면에 대한 측정 방법을 사용하는 간단한 사용자 안내 인터페이스
자세히 알아보시겠습니까?
제품 영역에서 MarSurf CM 전문가에 대한 자세한 정보를 찾을 수 있습니다. 블로그에서 3D 표면 분석에 대한 흥미로운 사실을 읽을 수도 있습니다. 동영상을 보고 싶으신가요? 그런 다음 YouTube 채널을 탐색합니다. 리>
공초점 측정 기술로 보는 모든 것
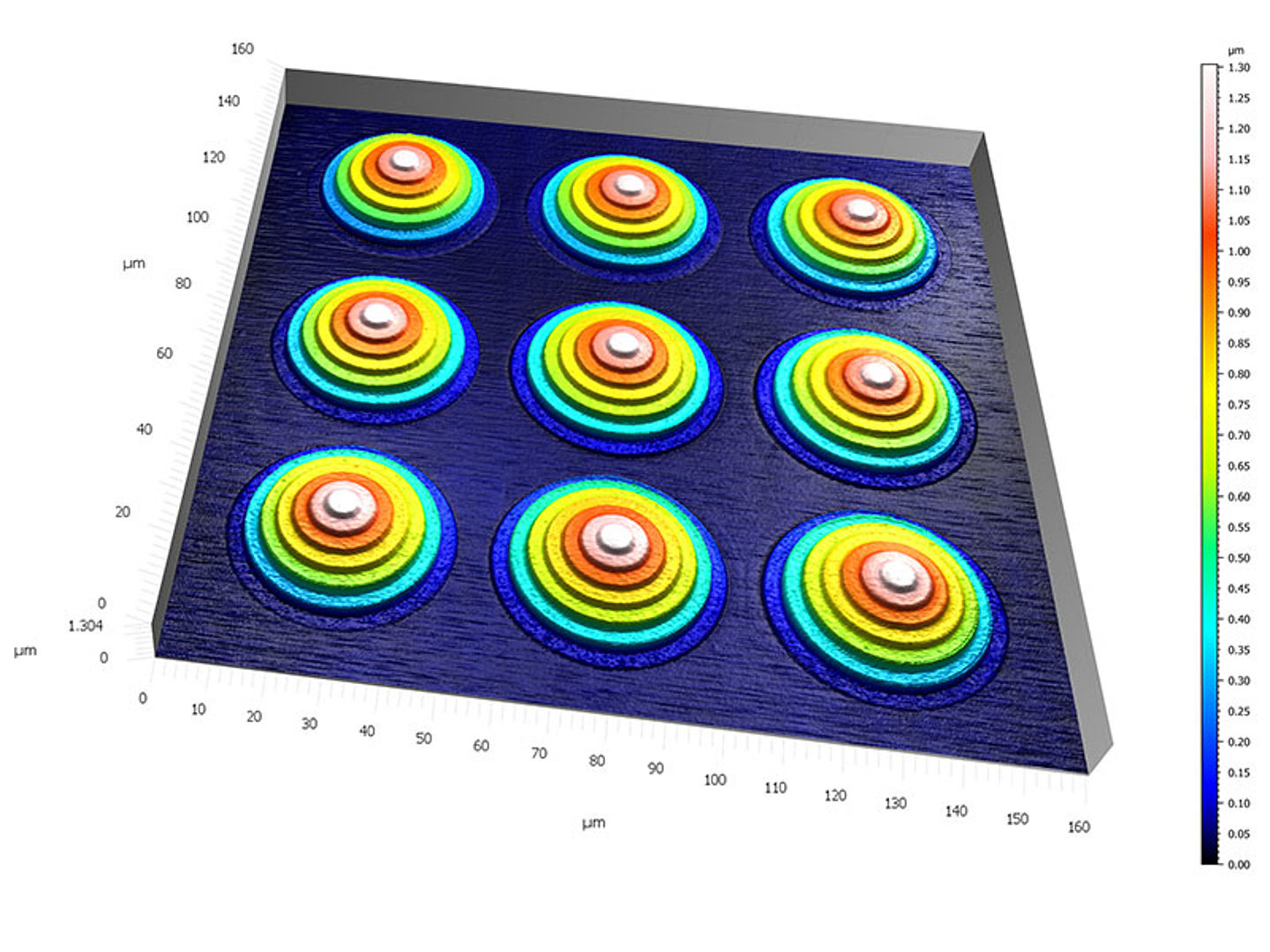
3D 프린터 제조업체와 회사는 제조 공정을 최적화하기 위해 광학 3D 측정 기술에 의존하여 추가로 생성된 표면을 분석합니다. MarSurf CM 시리즈의 공초점 현미경과 같은 측정 장치를 사용하면 최대 2나노미터의 정확도로 초기 단계에서 오류를 감지할 수 있습니다.
일반적인 측정 작업은 다음과 같습니다.
ISO 4287 & ISO 13565 / ISO 25178 지형 측정(체적, 마모, 마찰력 포함) 윤곽 및 모양(2D, 3D) 기공 및 입자 분석 결함 감지
3D 프린팅을 사용한 부품 생산은 엄청난 추진력을 얻었습니다. 공작물은 더 이상 재료를 제거하여 생산할 수 있을 뿐만 아니라 다른 재료로 한 조각으로 생산할 수도 있습니다. 이는 특히 복잡한 구성 요소의 경우 상당한 절감 가능성과 유연성의 상당한 증가를 약속합니다. 그러나 이 프로세스에서는 성능도 정확해야 합니다. 구성 요소 품질이 기존 프로세스보다 열등해서는 안 됩니다. 특히 표면 품질은 장기적으로 기능을 보장하기 위해 많은 구성 요소에서 결정적입니다.
3D 프린팅 프로세스를 보다 쉽게 제어할 수 있도록
3D 프린팅 공정은 (아직) 완전히 제어할 수 없기 때문에 적층 제조된 공작물의 표면 품질은 때때로 기존 공정과 다릅니다.
예시 1: 금속을 인쇄할 때 분말 입자를 레이저로 녹입니다. 분말의 품질이 완전히 균일하지 않으면 구성 요소 내의 구조도 균일하지 않습니다.
예 2: 입자는 플라스틱의 열 처리를 통해 목표 위치에서 약간 멀어질 수 있습니다. 이것은 또한 목표로부터의 편차와 오류를 최소화합니다. 특히 미세 거칠기는 중요한 표면에 문제를 야기합니다. 입자가 깨끗하게 녹지 않았기 때문에 표면에 작은 구멍이 있습니다.
결과: 부품은 추가 공정 단계에서 광범위하게 재작업되어야 합니다. 그러나 목표는 3D 프린팅 프로세스를 더 제어 가능하게 만들어 더 이상의 처리가 필요하지 않게 하는 것입니다.