Wysokiej jakości technika pomiarowa do kontroli jakości w hali pomiarowej, produkcji, przy dostawach towarów i rozwoju
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innowacyjna technika pomiarowa dla szerokiego zakresu zastosowań:
- • Długość i średnica
- • Powierzchnia i kontur
- • Kształt i położenie
- • Zęby kół zębatych i wały

Precyzyjne mieszanie i dozowanie płynów i past:
- • Pompy zębate dozujące
- • Pompy do produkcji włókien
- • Maszyny mieszająco-dozujące oraz głowice mieszające

Prowadnice z łożyskami kulkowymi do bezluzowych ruchów liniowych i obrotowych w:
- • Budowa maszyn
- • Inżynieria precyzyjna
- • Optyka
- • Elektronika
- • i wielu innych branżach







As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.

Testowanie dwustronnych elementów optycznych za pomocą urządzenia MarSurf LD 260 Aspheric 3D

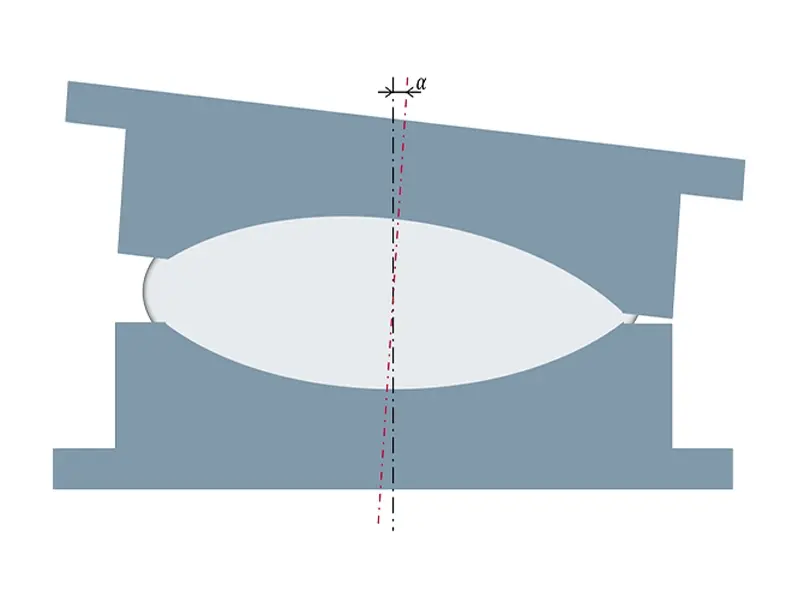
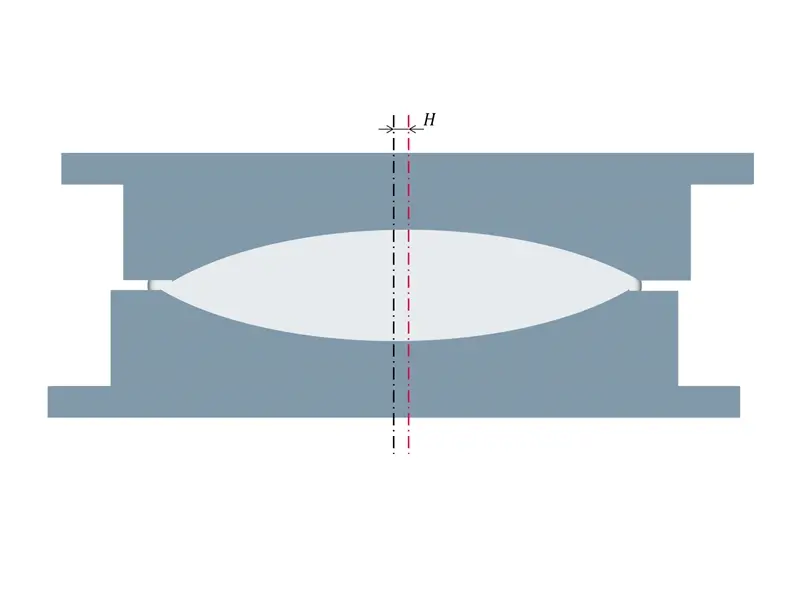
Dwa czynniki są niezbędne dla precyzyjnej produkcji: Z jednej strony dokładność negatywowej geometrii późniejszej optycznej powierzchni funkcjonalnej wprowadzonej do każdej połówki formy. Z drugiej – wyrównanie obu połówek formy względem siebie. Każdy błąd wyrównania tak wykonanego układu optycznego powoduje nieprawidłowe położenie przeciwległych optycznych powierzchni funkcjonalnych soczewki. Ustawienie obu połówek narzędzia względem siebie można jednak sprawdzić tylko na wyprodukowanym przedmiocie, czyli elemencie optycznym. W produkcji optyki błędy produkcyjne takie jak przechylenie i niewspółosiowość boczna, stanowią ogólny problem. Błędy centrowania i ich tolerancje zostały dokładnie określone w normie DIN ISO 10110, część 6.
Możliwość popełnienia błędu podczas osiowania i centrowania
Aby móc określić wyrównanie osi optycznych obu połówek narzędzia względem siebie przed rozpoczęciem produkcji, często stosuje się trzecią geometrię, taką jak walec krawędziowy, jako odniesienie. Znajomość osi optycznych poszczególnych powierzchni optycznych jest podstawowym warunkiem do określenia nachylenia i przesunięcia bocznego (decentracji). W przeciwieństwie do sferycznych lub planarnych powierzchni optycznych, bi-asferyczny element optyczny posiada już dwie wyraźnie zdefiniowane osie optyczne, pochodzące z obu geometrii asferycznych. W związku z tym tolerowanie nachylenia i przesunięcia bocznego względem trzeciego, zewnętrznego punktu odniesienia nie jest konieczne w przypadku podwójnej asfery.
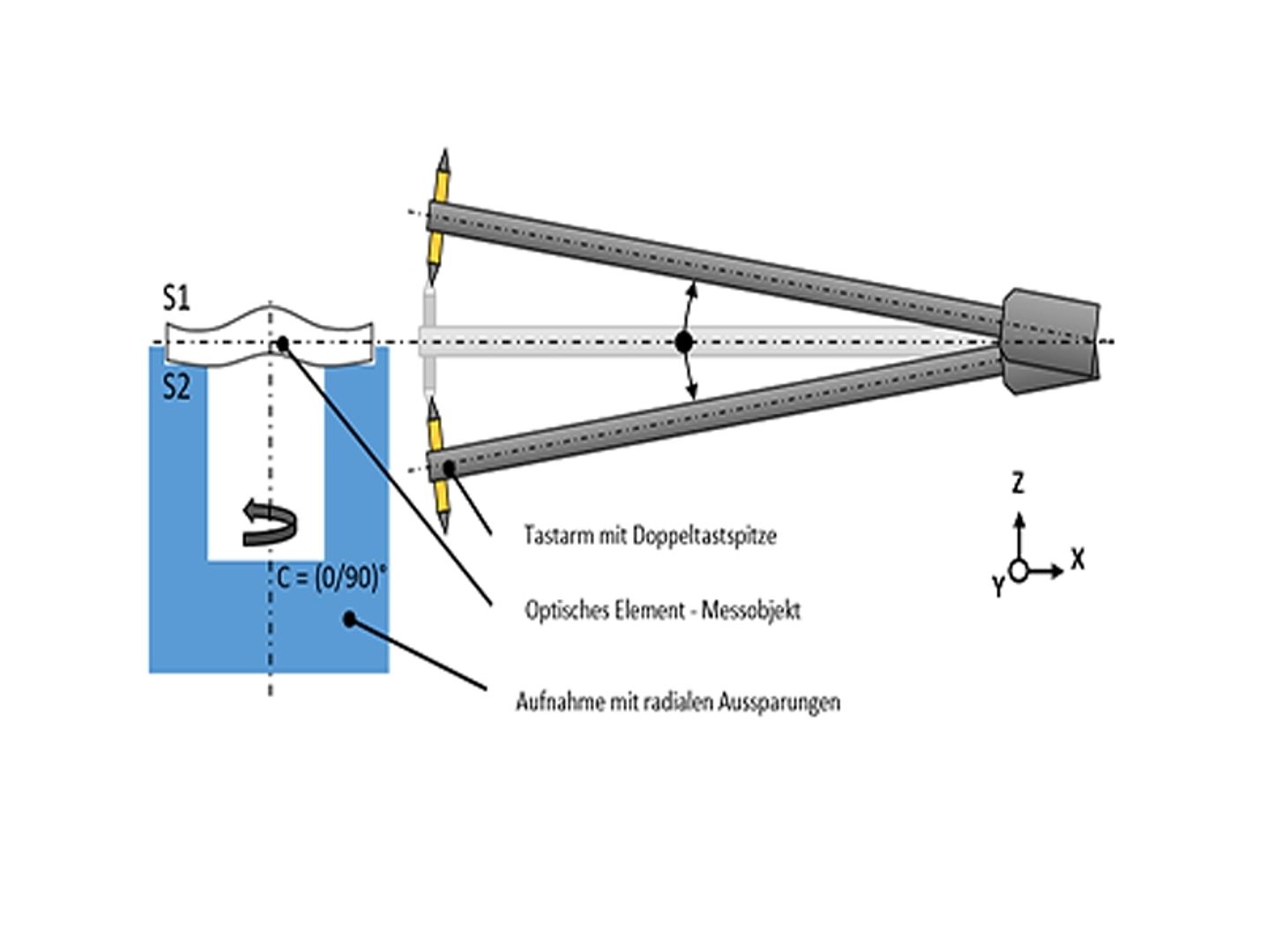
Pomiar z końcówką z podwójnym ostrzem jako rozwiązanie
Ze względu na coraz wyższe wymagania metrologiczne dotyczące elementów optycznych inżynierowie aplikacyjni firmy Mahr GmbH opracowali metodę pomiarową, która pozwala na nowe podejście zarówno do możliwości tolerancji, jak i konstrukcji optycznej. Dzięki tej metodzie wszystkie istotne wartości mogą być rejestrowane podczas jednego pomiaru, bez konieczności odwoływania się do zewnętrznego odniesienia.
Rozwiązanie to zostało zrealizowane za pomocą urządzenia do pomiaru powierzchni MarSurf LD 260 Aspheric 3D. Element optyczny, np. bi-asfera, jest umieszczany w specjalnym mocowaniu z promienistymi wgłębieniami. Za pomocą ramienia pomiarowego z końcówką z podwójnym ostrzem można rejestrować i analizować punkty pomiarowe na elemencie optycznym w przesunięciu równoległym lub biegunowym. W przypadku bi-asfery, na przykład, można to zrealizować za pomocą dwóch pomiarów w poprzek zenitu powierzchni funkcji optycznych pod kątem 0° i 90°. Pozycje pomiarowe mogą być przyuczone w oprogramowaniu i uruchamiane automatycznie dla kolejnych pomiarów wraz z oceną.
MarSurf LD 260 Aspheric 3D
Opcje analizy są uniwersalne i mogą być dostosowane do potrzeb poszczególnych elementów optycznych. Typowymi analizami na bi-asferze mogą być, na przykład:
- Ocena różnicy poszczególnych powierzchni optycznych P1 i P2 w stosunku do ich geometrii docelowej – profil różnicowy (PV, RMS)
- Wykrywanie przesunięcia bocznego (decentracji) między powierzchniami optycznymi P1 i P2
- Przechył między powierzchniami optycznymi P1 i P2
- Grubość środka elementu optycznego
Takie rozwiązanie pomiarowe oznacza, że obie powierzchnie optyczne mogą być mierzone i oceniane w absolutnym odniesieniu względem siebie, bez konieczności rozstawiania.

