High-quality metrology for quality control in the measuring room, production, incoming goods and development.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innovative metrology for a wide range of applications:
- • Length and diameter
- • Surface and contour
- • Form and position
- • Gears and shafts

Precise mixing and metering of liquids and pastes:
- • Gear metering pumps
- • Pumps for fiber production
- • Meter mix dispense machines as well as mixing heads

Rotary stroke bearings for backlash-free linear and rotary movements in:
- • Mechanical engineering
- • Precision engineering
- • Optik
- • Electronics
- • and many other industries






As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.

How the 360-degree inspection of stators works

A powerful heart beats inside the electric motor: the stator. As a fixed component, it forms the central drive system together with the rotor. The stator consists of an iron core with precisely wound copper wires. When current flows through these windings, a rotating magnetic field is created – the basis for the torque that sets the trolley in motion.
"The quality of the windings and the design of the stator are crucial for the efficiency of the electric motor," explains Raphael Kopp, Global Key Account Manager Mobility at metrology specialist Mahr. "Precise windings generate a uniform magnetic field, which ensures optimum torque and minimal power losses. One hundred percent inline testing is therefore essential."
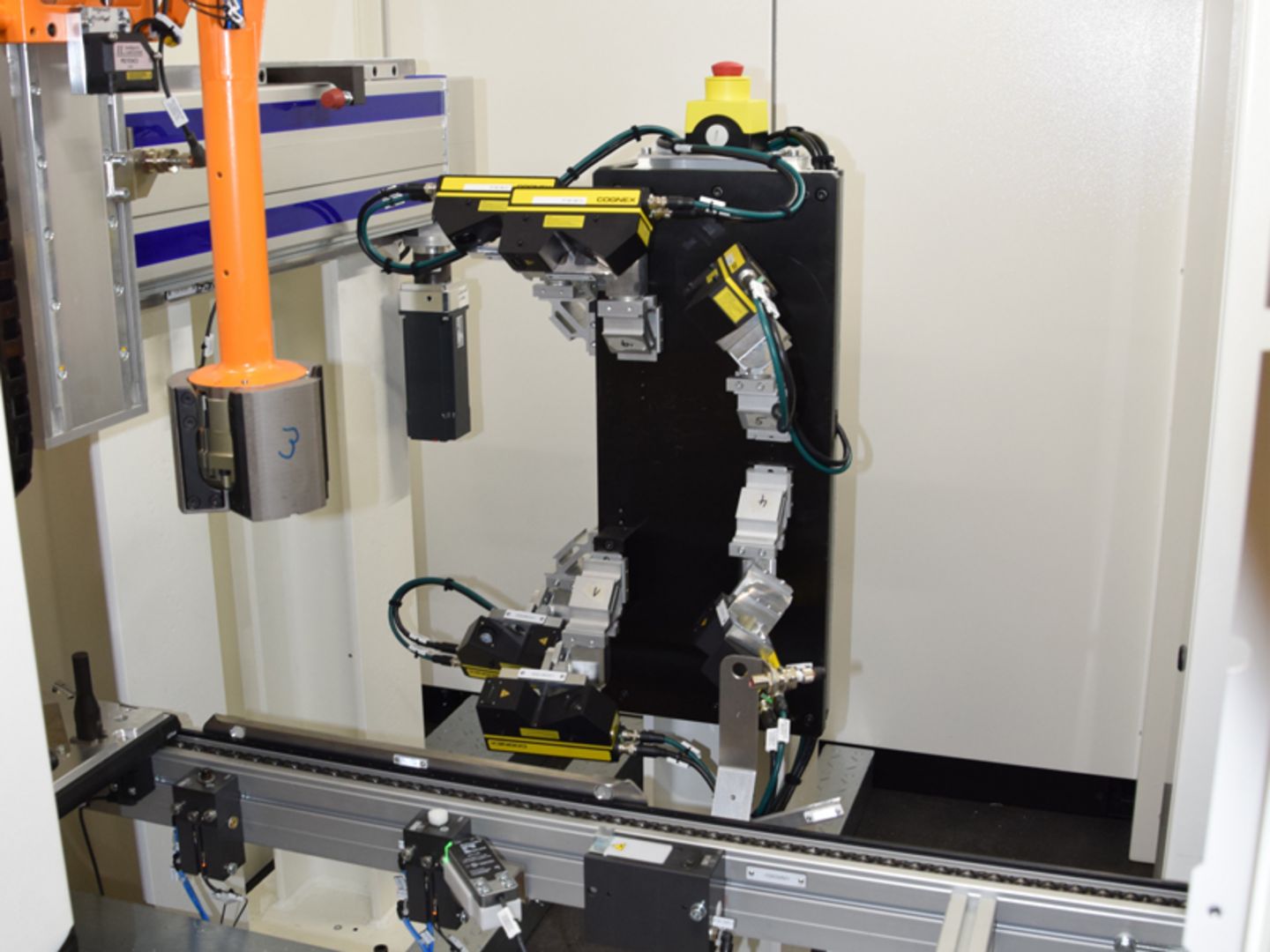
Non-contact testing of all parameters
With VisioTurn, Mahr MWF has brought an important instrument to market maturity that checks the high quality of stators during the production process. "By using laser triangulation sensors, the device records all geometry parameters without contact and with maximum precision, without interrupting the production flow," explains Martin Bergmann, Managing Director of Mahr MWF at the Wörth am Main site. Because the stators differ depending on the manufacturer and e-motor class, their respective production process is different. This means that the requirements for measuring tasks vary from customer to customer.
With the flexible, customizable sensor design of the VisioTurn, Mahr MWF can quickly respond to the customer's requirements for project inquiries. And thanks to the modular design of the measuring station, it can be used both in inline operation and outside the line via manual loading. The measuring system is already being used successfully in the automotive industry.
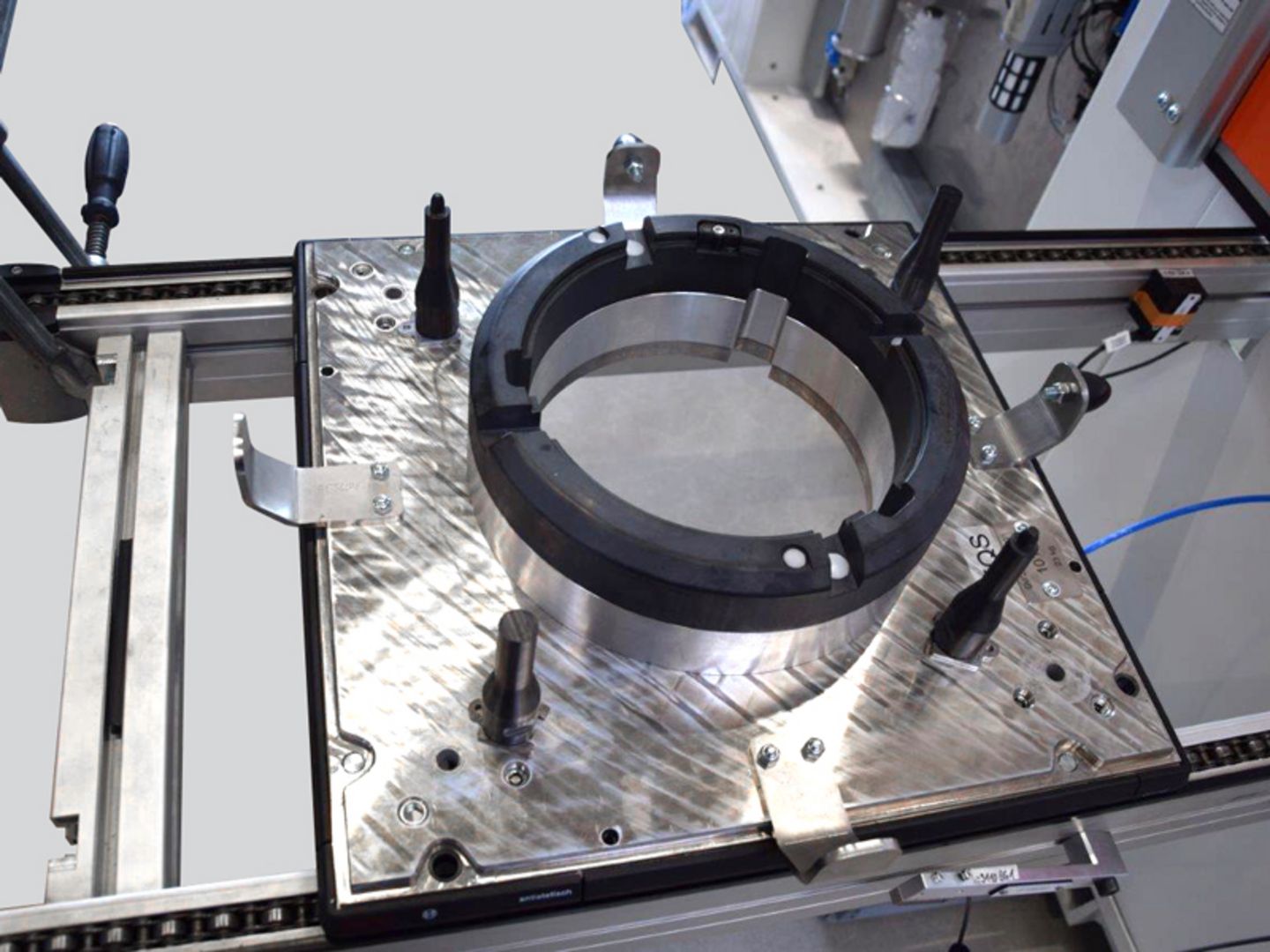
Seamless inline measurement
The Mahr MWF VisioTurn checks the stators for roundness and coaxiality as well as the position and spacing of the hairpins. The rotary movement of the stator enables measurement from different angles. The device is based on a conveyor line via which the components are transported to the measuring station on customized workpiece carriers. Here, the stators undergo precise, fully automatic quality control using optical systems. The workpiece carriers are first stopped at the measuring station. "An electric axis lifts the stator vertically into the test position above the workpiece carrier. In the test position, the stator is then set in rotation. Optical systems record the relevant features of the stator during rotation in order to carry out a complete measurement," says Martin Bergmann.
Stable, expandable construction
The base frame of VisioTurn consists of a solid welded construction. This stable construction is necessary to minimize vibrations during measurement and thus ensure precise measurement results. Add-on parts and subframes are made of aluminum profiles for flexible adaptation and expansion of the system. This lightweight design also makes it possible to carry out conversions if necessary without affecting the overall system. Mahr has designed the workpiece carriers in such a way that they securely fix the stators and transfer them to the test position. The electric axis, which lifts the stator from the workpiece carrier into the test position, is also specially designed for a precise vertical stroke.
Automatic evaluation of measurement data
A Beckhoff PLC is used to control the system. It ensures the precise coordination of all movement and measurement sequences, including the conveyor section, the electrical axis and the rotation unit. The Mahr MWF measurement software analyzes the measurement data and enables precise evaluation of the geometry and surface structure of the stators.
The operation and monitoring of the system can be controlled via a Siemens HMI, which enables the operator to visualize the status of the system and the measurement data in real time. As an option, a mobile control panel can be installed to operate VisioTurn from various positions in the production environment. Another advantage: "The system can be adapted to changing production requirements at any time, for example by integrating additional measuring systems, adapting the conveyor line or using additional automation components," explains Raphael Kopp.
