Kvalitní měřicí technika pro kontrolu kvality v měřicí místnosti, výrobě, příjmu zboží nebo v
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Inovativní měřicí technika pro širokou škálu aplikací:
- • Délka a průměr
- • Povrch a kontura
- • Tvar a poloha
- • Ozubení a hřídele

Přesné míchání a dávkování kapalin a past:
- • Zubová dávkovací čerpadla
- • Čerpadla pro výrobu vláken
- • Míchací a dávkovací stroje a míchací hlavy

Kuličková vedení pro lineární a otočné pohyby bez vůle v oborech:
- • strojírenství
- • přesná mechanika
- • optika
- • elektronika
- • a v mnoha dalších oborech







Mahr jako mezinárodně působící společnost vlastní své patenty nejen v Německu, ale po celém světě.

Měření tvaru: pochopení častých problémů
V nejjednodušším případě zahrnuje měření tvarů měřicí snímač a snímací rameno se snímacím prvkem. To se pohybuje po ideální kruhové nebo lineární dráze, aby se získala data o pohybech snímače vzhledem k této ideální geometrii. Analýza je obvykle velmi přehledná: Naměřené datové body jsou filtrovány a jsou s nimi prováděny matematické operace za účelem stanovení výsledků. I když je to jedno z nejzákladnějších měření na podporu mnoha výrobních procesů, jsou některé kroky často prováděny nesprávně. Omyly jsou zvláště časté při výběru filtru a snímacího prvku.
Použití nesprávných filtrů
Historicky byla hodnota 50 v/ot brána jako standardní hodnota pro měření kruhovitosti. Tento filtr může být vhodný pro mnohá použití, ale není vhodný pro všechna. Nová norma DIN EN ISO 1101: 2017-09 umožňuje specifikovat vhodné nastavení filtru přímo s každou tvarovou tolerancí ve výkresu. Přesto stále platí, že správný výběr filtru musí vycházet z úlohy měření. Je na odpovědnosti konstrukce, plánování prací a managementu kvality určit nastavení filtrů podle požadavků, zaznamenat je do podnikových standardů a předepsat pro všechny interní a externí dodavatele.
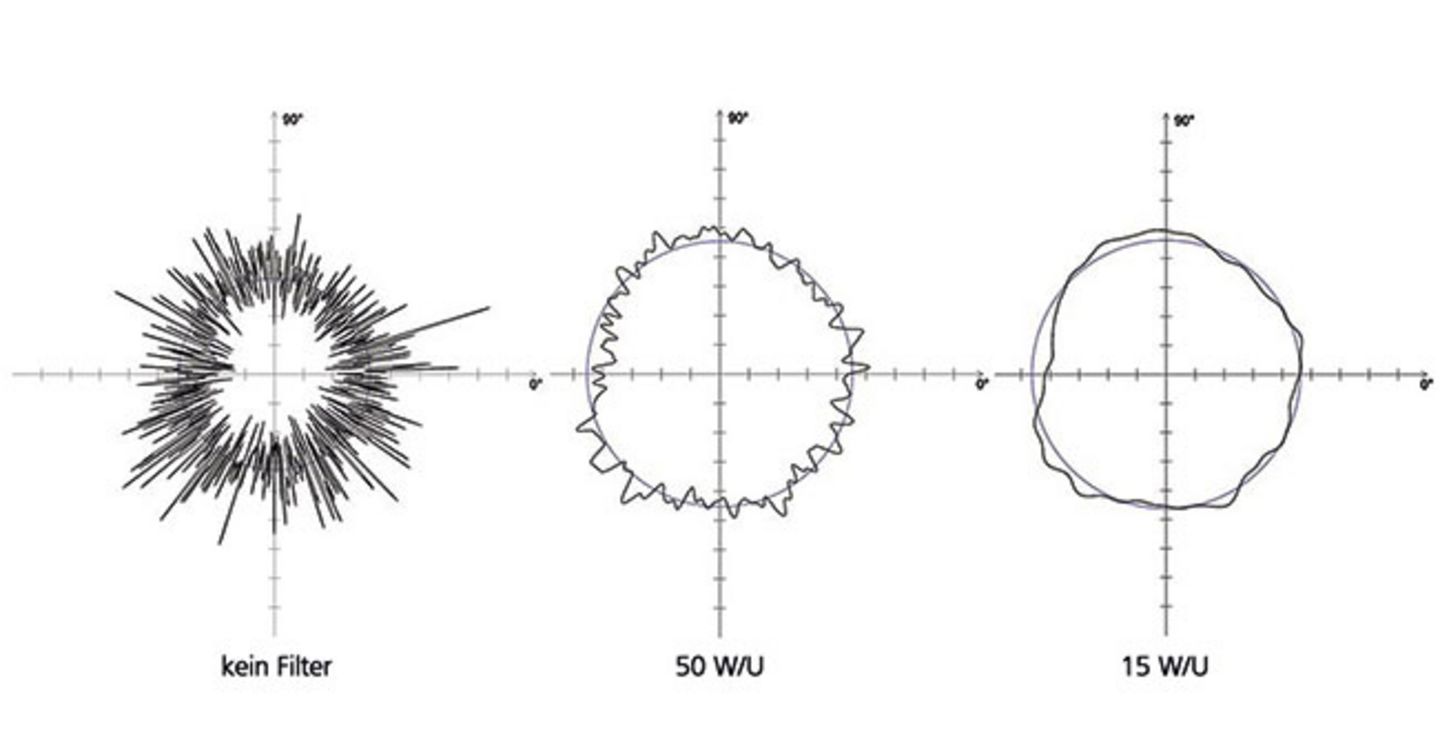
Realisticky řečeno je měření tvaru procesem měření tvarových odchylek. Tradičně je provádějí v klimatizovaných laboratořích vysoce kvalifikovaní odborníci, ale v dnešní době je často provádějí přímo ve výrobě zaměstnanci, kteří jsou pověřeni širokou škálou úkolů. Bez ohledu na to, zda jde o měření tvaru nebo drsnosti: postup je v podstatě stejný. Při jakémkoli měření povrchu je běžné použít mnoho snímacích bodů k zobrazení celého povrchu. Tyto body jsou poté filtrovány, aby se získala pouze požadovaná data. Například při testování drsnosti povrchu jsou data kratší vlnové délky uchována pro analýzu, zatímco data související s tvarem jsou vyřazena, protože tyto informace nejsou potřeba. Naproti tomu při měření tvaru jsou data o krátkých vlnových délkách odfiltrována, aby bylo možné změřit data o dlouhé vlnové délce představující tvar. Toto je první bod, kde mnoho uživatelů dělá chyby: Jemné nuance filtrování nejsou vždy snadno pochopitelné, a proto jsou často zvoleny nesprávné filtry.
Filtry pro měření tvaru jsou pro mnohé měřicí techniky matoucí. Při diskusi o měření drsnosti povrchu se například o nastavení filtru hovoří v milimetrech nebo palcích. Pokud je filtr nastaven na 0,8 mm, je to obecně chápáno tak, že povrchové odchylky menší než 0,8 mm jsou považovány za drsnost povrchu, zatímco prvky větší než 0,8 mm jsou považovány za povrchové vady.
Tvarové filtry pro měření kruhovitosti jsou však obvykle specifikovány spíše jako velikost úhlu než délka nebo vzdálenost. Aby to bylo ještě více matoucí, specifikace nejsou uvedeny přímo v úhlových stupních, ale v jednotce zvané „vlny na otáčku“ nebo-li v/ot (angl.: UPR). Mnoho uživatelů volí 50 v/ot jako typickou standardní hodnotu. To znamená, že délka filtru je 1/50 kruhu - tedy činí 7,2 stupně.
Při výběru filtru zvažte průměr obrobku
Délka oblouku, která odpovídá 7,2 stupně na povrchu kulatého předmětu, se však mění s průměrem (d) předmětu. Jednoduchý vzorec pro obvod válce je: π * d. Válec o průměru 4 mm by tedy měl obvod 12,57 mm - a proto by 7,2 stupně vyřízlo délku oblouku, která měří po povrchu 0,25 mm. Pokud by se naopak měl měřit válec o průměru 20 mm, měl by tento obvod 62,83 mm a 7,2 stupně by odpovídalo délce oblouku 1,26 mm. Pokud je na měřicím zařízení zachováno stejné nastavení filtru 50 v/ot, pak se v případě většího dílu berou v úvahu pětkrát větší odchylky povrchu jako hranice mezi znaky tvaru a drsnosti povrchu. Téměř u všech měřicích zařízeních lze nastavení filtru snadno změnit kliknutím na tlačítko v softwaru — mnozí však nerozumí významu v/ot (UPR), a proto nemění výchozí nastavení.
Někdy to platí i naopak: pokud nerozumíme tomu, že nastavení filtru má významný vliv na to, co je z dat odfiltrováno nebo uchováno pro analýzu, mohou být měřící technici v pokušení zvolit jiné nastavení. Odlišná hodnota by však změnila výsledky a vedla tak k výsledku, který sice „vypadá lépe“, ale ve skutečnosti není správný pro velikost testovaného předmětu. Podstatou je, že filtr musí být pro daný měřený objekt správně nastaven.
Nesprávná velikost snímacího prvku
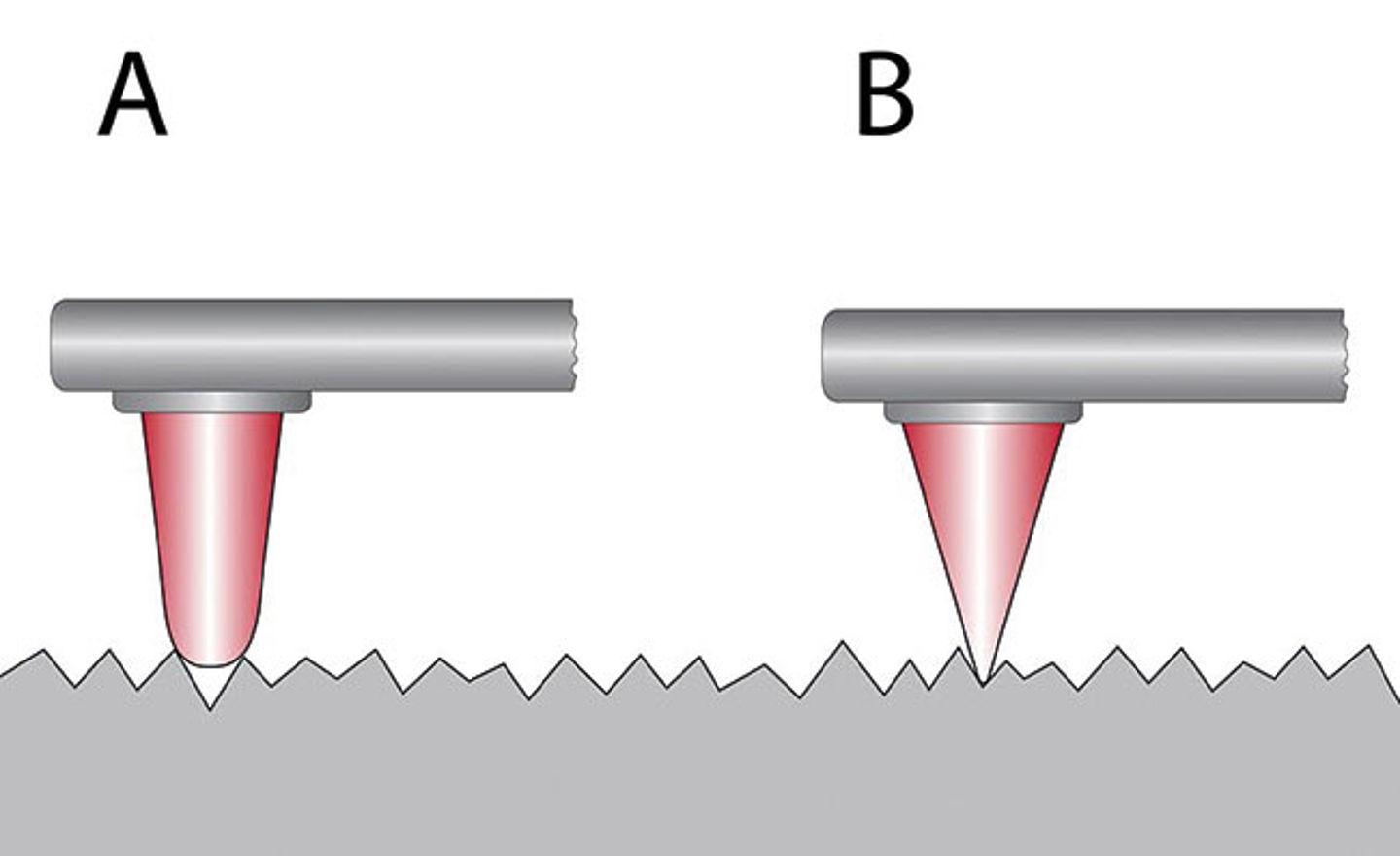
Druhou, velmi rozšířenou chybou je, že uživatelé při měření všech dílů spoléhají na jedinou velikost snímacího prvku bez ohledu na velikost testovaného předmětu. Ve skutečnosti představuje doteková kulička snímacího prvku sama o sobě mechanický filtr, který má být vybrán podle velikosti obrobku a maximálního měřitelného počtu vln na otáčku.
Na příkladu malé součásti o průměru 4 mm lze problém názorně ilustrovat: Pokud je měřicí plocha snímána snímačem s příliš velkým snímacím prvkem, pak ten nemůže dobře běžet po povrchu a přesně sledovat průběh vrcholů a poklesů nahoru a dolů. Pokud se na snímači použijí snímací prvky, které se samy blíží velikosti průměru obrobku, je velmi obtížné získat dobré hodnocení povrchu. V takovém případě použití tohoto snímacího prvku způsobí mechanické filtrování - ještě předtím, než proběhne jakékoli matematické filtrování. Norma VDI/VDE 2631 část 3 dává uživateli vodítko pro výběr správného snímacího prvku na základě nastavení v/ot, maximální očekávané hloubky jednotlivé vlny a průměru testovaného předmětu.
Závěr
Ačkoli je měření tvarů jedním ze základních úloh na podporu mnoha výrobních procesů, mnoho uživatelů často nesprávně provádí některé jeho aspekty. To může ovlivnit jak kvalitu měření, tak i celkovou kvalitu konečného produktu. Dodržením několika základních kroků, jako je správné použití nejvhodnějších filtrů pro danou situaci a určení správných dat pro daný případ použití, lze zajistit přesný výsledek. Také použití nejvhodnějšího příslušenství, například kuliček přesně dimenzovaných pro danou aplikaci, přináší uživateli značný pokrok směrem k lepší kvalitě naměřených dat - a tím v konečném důsledku i vyšší kvalitě obrobku.